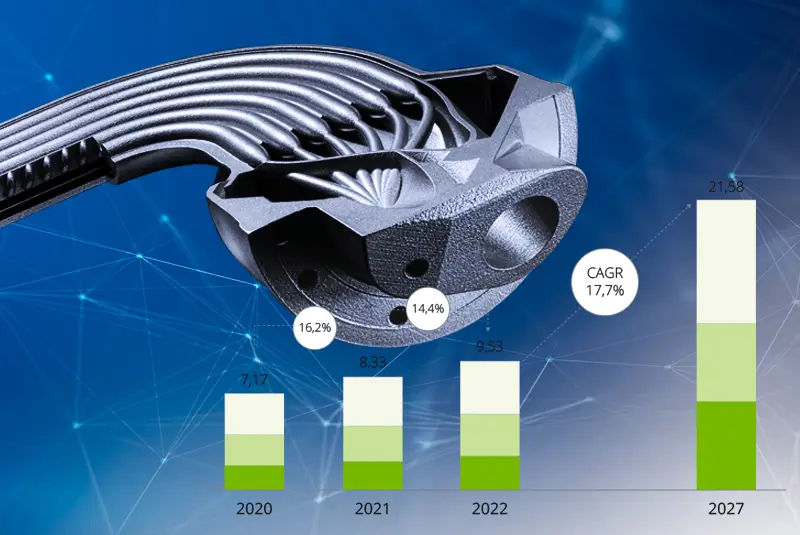
Additive Fertigung verschafft Unternehmen erhebliche Wettbewerbsvorteile. Ob die Ersatzteilfertigung lokal und bedarfsorientiert aufgebaut werden soll, kundenindividualisierte Produkte gefragt sind, ob es um Leichtbau, Funktionsintegration oder bisher Ungedachtes geht – der industrielle 3D-Druck ist genau auf diese Anforderungen ausgelegt und kann mittlerweile weit mehr als nur Rapid Prototyping. Je nach Bedarf und Anforderung ist jetzt schon eine industrielle Mittelserienfertigung von bis zu 100.000 Bauteilen pro System und Jahr ohne weiteres machbar. Tendenz steigend.